Перевод и анализ слов искусственным интеллектом ChatGPT
На этой странице Вы можете получить подробный анализ слова или словосочетания, произведенный с помощью лучшей на сегодняшний день технологии искусственного интеллекта:
- как употребляется слово
- частота употребления
- используется оно чаще в устной или письменной речи
- варианты перевода слова
- примеры употребления (несколько фраз с переводом)
- этимология
Что (кто) такое Валки прокатные - определение
Википедия
Прокатный валок является рабочей частью прокатного стана. Проходя между прокатными валками, металл обжимается (уменьшается высота поперечного сечения проката) и вытягивается (увеличивается длина проката), приобретая при этом требуемую форму и размеры.
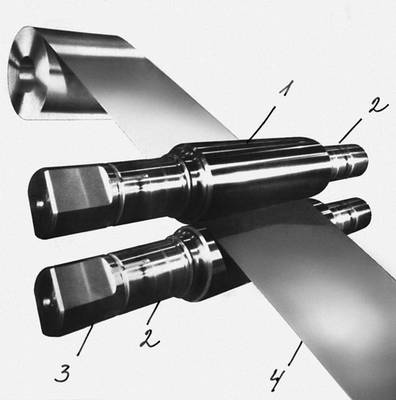
Прокатный валок состоит из:
- бочки — рабочая часть, непосредственно касается металла и производит его деформацию;
- шеек — опорная часть, устанавливается на подшипники;
- приводных концов — служат для соединения с приводом через муфту или шпиндель.
В зависимости от типа используемых подшипников бывают конусными (под подшипники жидкостного трения) или цилиндрическими (под подшипники качения).
Приводной конец может иметь разное сечение в зависимости от типа стана и его мощности: квадратное, трефовое, с двумя лысками, со шпоночными канавками, со шлицом, с лопастью или быть просто цилиндрическим.
В зависимости от назначения валки бывают профилированными (для сортового проката) и непрофилированным (для листового проката).
Прокатные рабочие валки изготавливаются из чугуна, а прокатные опорные валки — из стали, так как поверхность рабочих валков должна иметь большую твёрдость.

